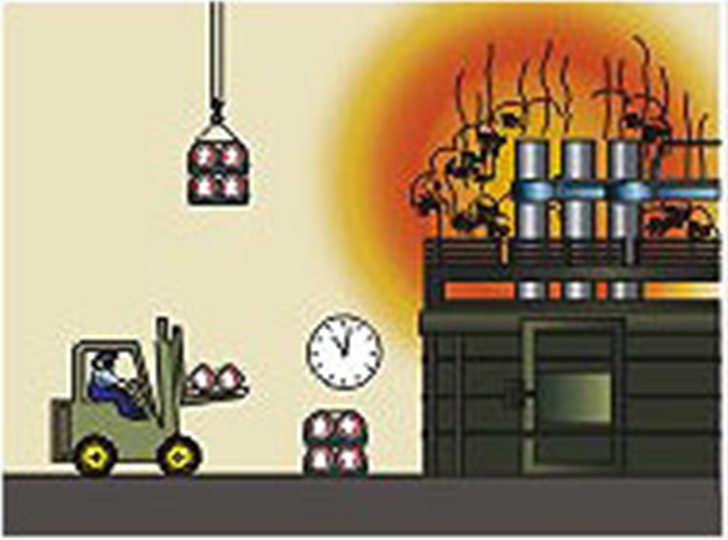
Please dry the graphite electrode next to the electric arc furnace before using it, and the temperature should be at most 150 degrees, and the time should be at least 24 hours.
Connect the electrodes. You start by cleaning the threads of the electrode; then carefully screw the connector into one end of the electrode and the lifter connector into the other end of the electrode. Please be careful not to conflict with threads here. Also, we do not recommend screwing directly into the electrodes used to mount nipples on the stove.
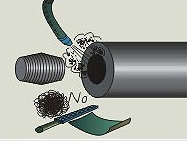
Please do not clean the electrode threads with steel wool or metal brushes or abrasive cloths, and we recommend using compressed air free of oil and water.

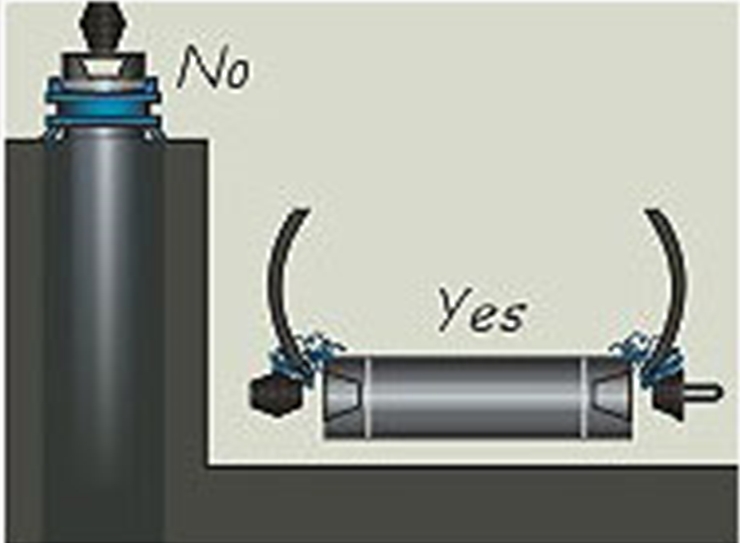
Please use the rotatable elastic hook. Also, place a soft support pad under the graphite electrode nipple to prevent damage to the threads.

Please use the elastic hook to hang the electrode on the furnace. Find the center first, then slowly move down and screw in gently. Finally, tighten it with the iron hoop.

Please use special calipers to tighten according to the specified torque. It can also be tightened to the specified torque by mechanical means or hydraulic or pneumatic equipment.
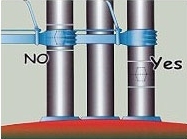
Please be sure to clamp the electrode clips within the two white warning lines. You need to clean the contact surface of the retainer and the electrode frequently, because it maintains good contact with the electrode. Please make sure that the cooling water jacket of the tool post does not leak.

Please do not place insulating materials in the furnace, so as not to break the electrodes. At the same time, please ensure that the working current of the electrode is consistent with the allowable current of the electrode in the manual.