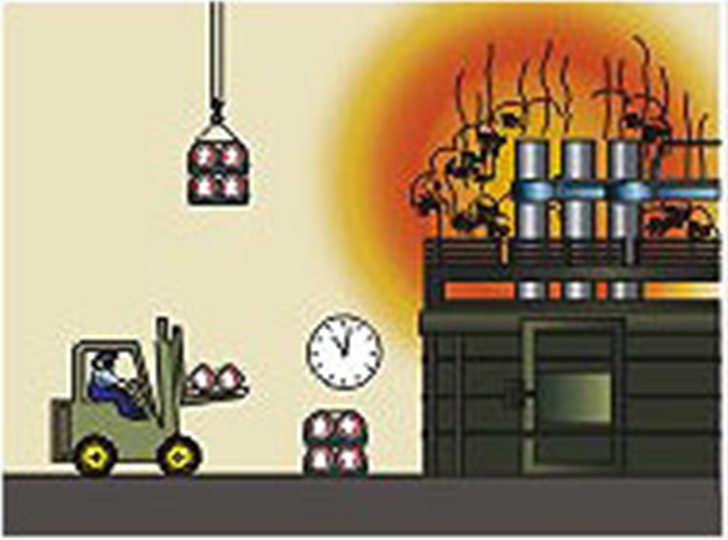
Bitte trocknen Sie die Graphitelektrode neben dem Lichtbogenofen, bevor er benutzt wird, und die Temperatur sollte höchstens 150 Grad betragen, und die Zeit sollte mindestens 24 Stunden betragen.
Schließen Sie die Elektroden an. Reinigen Sie zunächst das Gewinde der Elektrode; schrauben Sie dann vorsichtig den Stecker in das eine Ende der Elektrode und den Heberstecker in das andere Ende der Elektrode. Achten Sie bitte darauf, dass Sie dabei nicht mit den Gewinden kollidieren. Wir raten auch davon ab, direkt in die Elektroden zu schrauben, die für die Montage von Nippeln am Ofen verwendet werden.
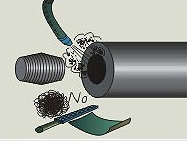
Bitte reinigen Sie die Elektrodengewinde nicht mit Stahlwolle, Metallbürsten oder Scheuertüchern, sondern mit öl- und wasserfreier Druckluft.

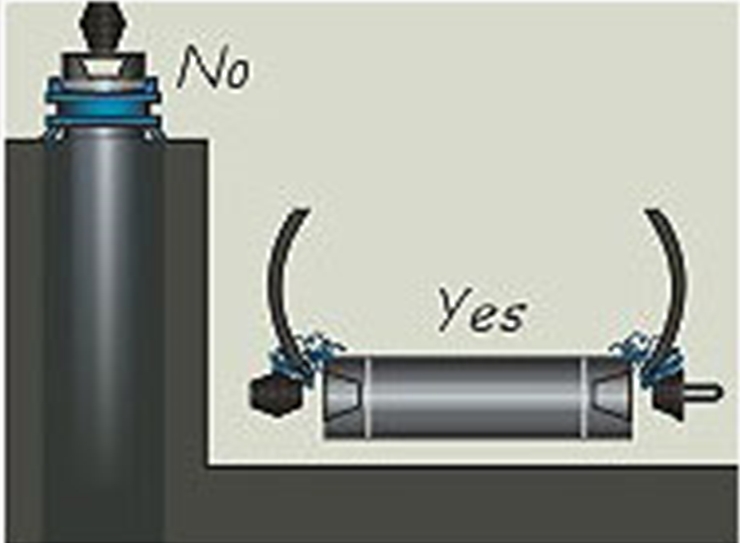
Bitte verwenden Sie den drehbaren elastischen Haken. Legen Sie außerdem ein weiches Stützpolster unter die Graphitelektrode. Brustwarze um eine Beschädigung des Gewindes zu vermeiden.

Verwenden Sie den elastischen Haken, um die Elektrode an den Ofen zu hängen. Suchen Sie zuerst die Mitte, bewegen Sie sich dann langsam nach unten und schrauben Sie sie vorsichtig ein. Ziehen Sie sie schließlich mit dem Eisenbügel fest.

Bitte verwenden Sie einen speziellen Messschieber, um das angegebene Drehmoment einzuhalten. Es kann auch mechanisch, hydraulisch oder pneumatisch auf das angegebene Drehmoment angezogen werden.
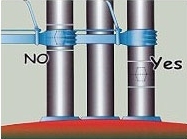
Achten Sie darauf, die Elektrodenklammern innerhalb der beiden weißen Warnlinien zu befestigen. Reinigen Sie die Kontaktfläche der Halterung und der Elektrode regelmäßig, um einen guten Kontakt mit der Elektrode aufrechtzuerhalten. Achten Sie darauf, dass der Kühlwassermantel der Werkzeugsäule nicht undicht ist.

Bitte legen Sie keine isolierenden Materialien in den Ofen, um die Elektroden nicht zu beschädigen. Bitte stellen Sie gleichzeitig sicher, dass der Arbeitsstrom der Elektrode mit dem zulässigen Strom der Elektrode im Handbuch übereinstimmt.