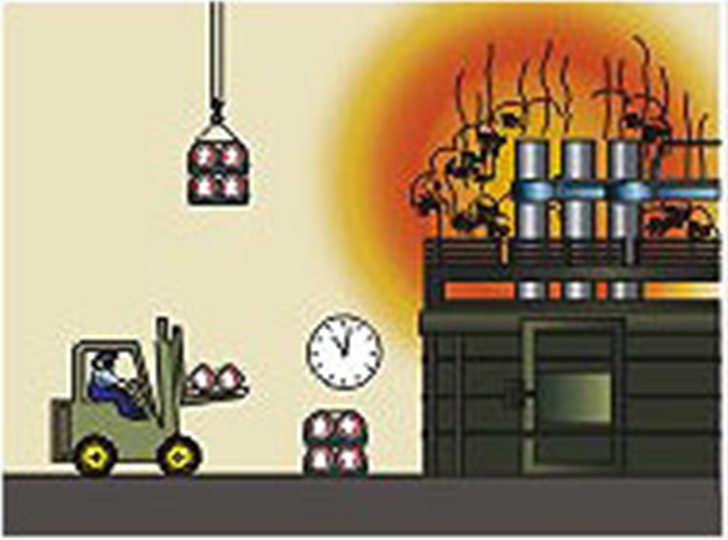
Asciugare il elettrodo di grafite prima di utilizzarlo, la temperatura deve essere al massimo di 150 gradi e il tempo di permanenza deve essere di almeno 24 ore.
Collegare gli elettrodi. Si inizia pulendo le filettature dell'elettrodo, quindi si avvita con cautela il connettore a un'estremità dell'elettrodo e il connettore del sollevatore all'altra estremità dell'elettrodo. Fare attenzione a non entrare in conflitto con le filettature. Inoltre, si sconsiglia di avvitare direttamente gli elettrodi utilizzati per montare i nippli sulla stufa.
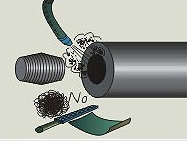
Non pulire le filettature degli elettrodi con lana d'acciaio, spazzole metalliche o panni abrasivi e si consiglia di utilizzare aria compressa priva di olio e acqua.

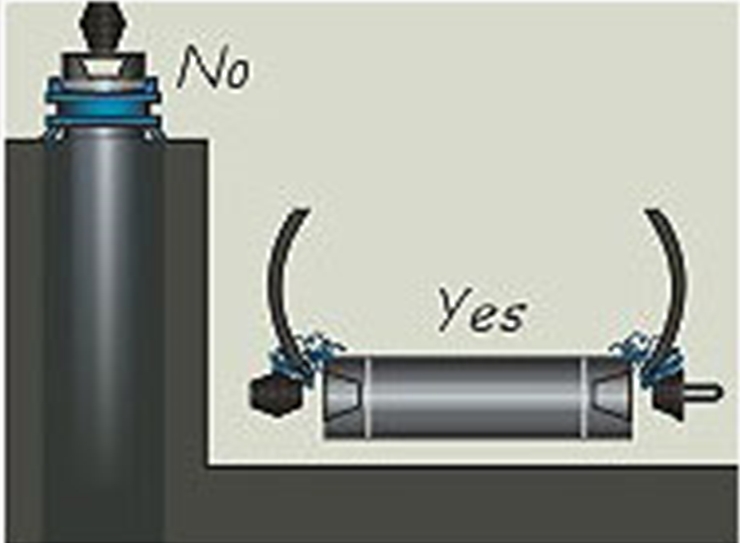
Utilizzare il gancio elastico ruotabile. Inoltre, posizionare un cuscinetto di supporto morbido sotto l'elettrodo di grafite. capezzolo per evitare di danneggiare le filettature.

Utilizzare il gancio elastico per appendere l'elettrodo al forno. Individuare prima il centro, quindi spostarsi lentamente verso il basso e avvitare delicatamente. Infine, stringere con il cerchio di ferro.

Utilizzare un calibro speciale per serrare in base alla coppia di serraggio specificata. Il serraggio alla coppia specificata può essere effettuato anche con mezzi meccanici o apparecchiature idrauliche o pneumatiche.
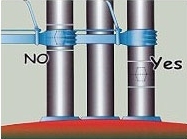
Assicurarsi di bloccare i fermi dell'elettrodo entro le due linee di avvertimento bianche. È necessario pulire frequentemente la superficie di contatto del fermo e dell'elettrodo, per mantenere un buon contatto con l'elettrodo. Assicurarsi che la camicia dell'acqua di raffreddamento del montante dell'utensile non presenti perdite.

Non collocare materiali isolanti nel forno per non rompere gli elettrodi. Allo stesso tempo, assicurarsi che la corrente di lavoro dell'elettrodo sia coerente con la corrente consentita dell'elettrodo nel manuale.