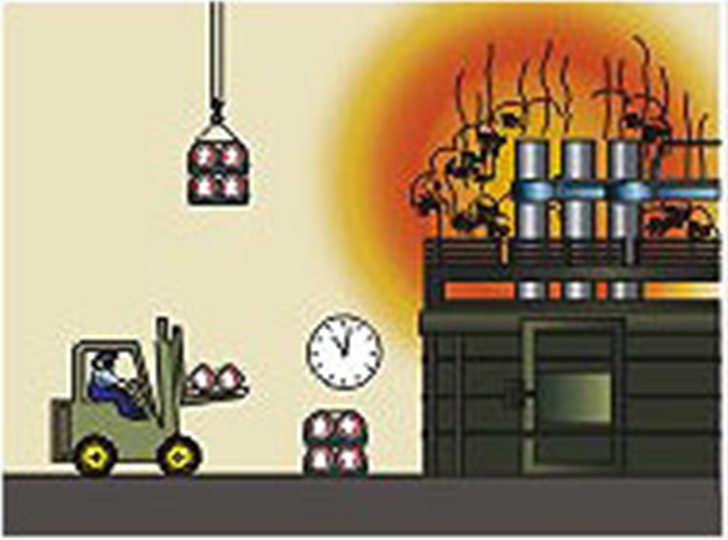
Por favor, seque o eletrodo de grafite ao lado do forno elétrico a arco antes de usá-lo, e a temperatura deve ser de no máximo 150 graus, e o tempo deve ser de pelo menos 24 horas.
Conecte os eletrodos. Comece limpando as roscas do eletrodo; em seguida, parafuse cuidadosamente o conector em uma extremidade do eletrodo e o conector do levantador na outra extremidade do eletrodo. Tenha cuidado para não entrar em conflito com as roscas aqui. Além disso, não recomendamos parafusar diretamente nos eletrodos usados para montar bicos no fogão.
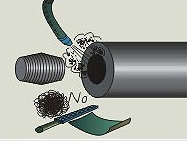
Não limpe as roscas do eletrodo com palha de aço, escovas de metal ou panos abrasivos, e recomendamos o uso de ar comprimido livre de óleo e água.

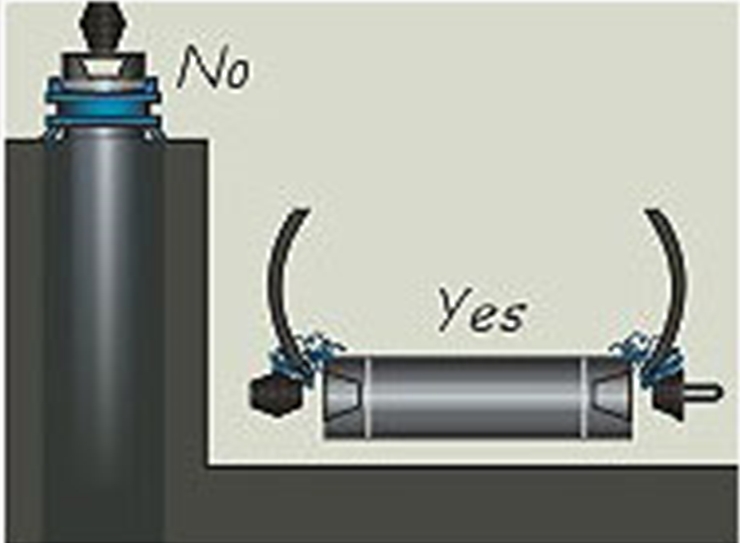
Use o gancho elástico giratório. Além disso, coloque uma almofada de apoio macia sob o eletrodo de grafite mamilo para evitar danos às roscas.

Use o gancho elástico para pendurar o eletrodo no forno. Primeiro, encontre o centro e, em seguida, mova-o lentamente para baixo e aparafuse-o com cuidado. Por fim, aperte-o com o aro de ferro.

Use calibradores especiais para apertar de acordo com o torque especificado. Ele também pode ser apertado com o torque especificado por meios mecânicos ou equipamentos hidráulicos ou pneumáticos.
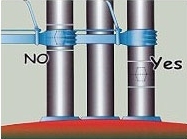
Certifique-se de prender os clipes do eletrodo dentro das duas linhas brancas de aviso. É necessário limpar a superfície de contato do retentor e do eletrodo com frequência, pois isso mantém um bom contato com o eletrodo. Certifique-se de que a camisa de água de resfriamento do poste da ferramenta não esteja vazando.

Não coloque materiais isolantes no forno para não quebrar os eletrodos. Ao mesmo tempo, certifique-se de que a corrente de trabalho do eletrodo seja consistente com a corrente permitida do eletrodo no manual.