Teknologi
- Beranda
- Teknologi
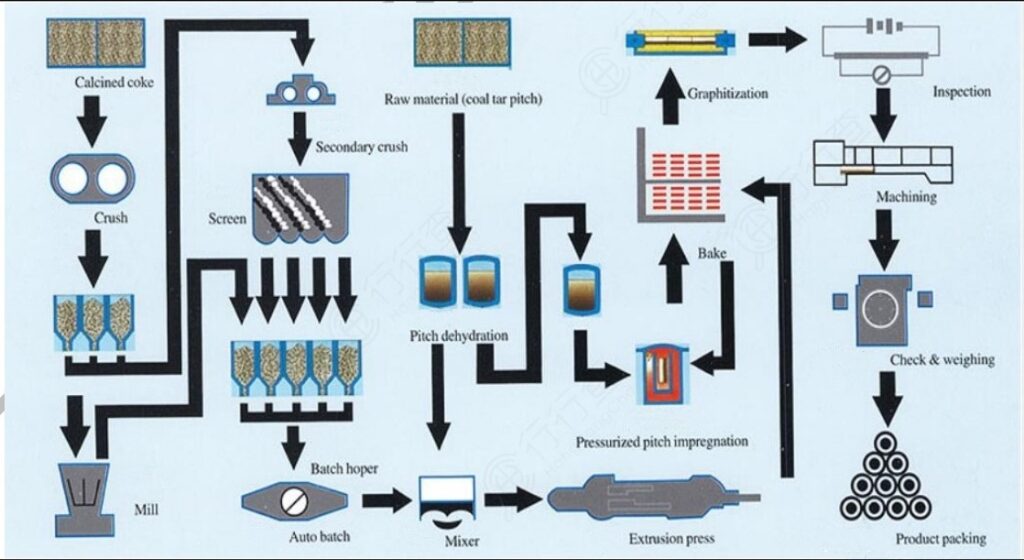
Proses Pembuatan Elektroda Grafit
Elektroda grafit menggunakan kokas minyak bumi dan kokas jarum sebagai bahan baku utama untuk proses manufaktur. Ini adalah bahan konduktif tahan suhu tinggi yang dibuat melalui kalsinasi, pengadukan, pembentukan, pemanggangan, grafitisasi, dan pemesinan. Ini terutama digunakan untuk pembuatan baja tanur busur listrik (eaf).
Panduan Penggunaan Elektroda Grafit
Kualitas Permukaan Elektroda Grafit
| Titik | Persyaratan |
|---|---|
| 1. | Elektroda grafit harus memiliki permukaan yang halus dengan maksimum dua buah atau lubang dan tidak ada retakan melintang. Jika terdapat retakan memanjang, retakan tersebut tidak boleh lebih lebar dari 0,3 mm-1,0 mm, dan panjang gabungannya tidak boleh melebihi 5% lingkar elektroda, dengan batas dua retakan. |
| 2. | Mengenai lebih dari dua bagian atau rongga. Produsen elektroda grafit memastikan bahwa lebarnya kurang dari sepersepuluh keliling elektroda. Dan panjangnya kurang dari sepertiga panjang elektroda. |
| 3. | Nipple, lubang nipple, dan permukaan elektroda dalam jarak 100mm dari dasar lubang tidak boleh memiliki lubang dan retakan. |
| 4. | Seharusnya tidak ada lebih dari satu blok yang hilang pada ulir puting dan lubang puting. Dan panjangnya tidak boleh lebih dari 30mm. |
Catatan: Silakan periksa dan terima elektroda grafit dan nipel Anda sesuai dengan permukaan elektroda setelah menerima barang untuk memastikan kualitasnya.