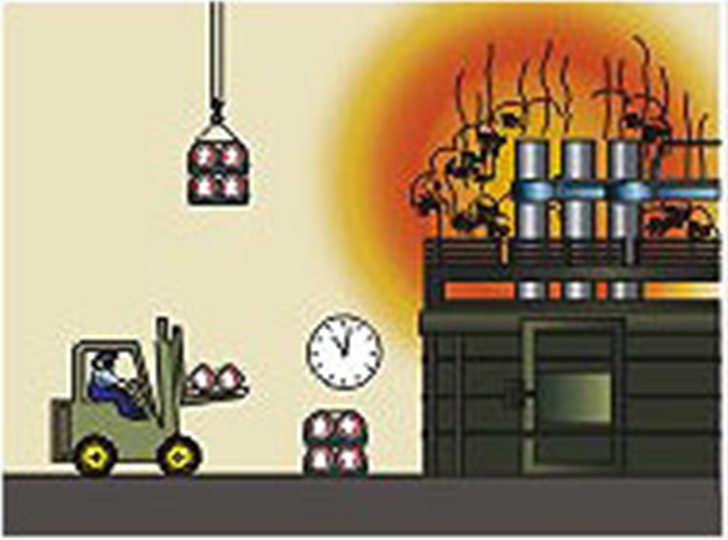
Lütfen kurulayın grafit elektrot Kullanmadan önce elektrik ark ocağının yanında ve sıcaklık en fazla 150 derece olmalı ve süre en az 24 saat olmalıdır.
Elektrotları bağlayın. Elektrotun dişlerini temizleyerek başlayın; ardından konektörü elektrotun bir ucuna ve kaldırıcı konektörü elektrotun diğer ucuna dikkatlice vidalayın. Lütfen burada dişlerle çakışmamaya dikkat edin. Ayrıca, nipelleri sobaya monte etmek için kullanılan elektrotlara doğrudan vidalama yapılmasını önermiyoruz.
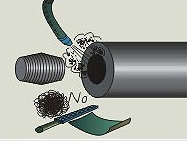
Lütfen elektrot dişlerini çelik yünü veya metal fırçalar veya aşındırıcı bezlerle temizlemeyin ve yağ ve su içermeyen basınçlı hava kullanmanızı öneririz.

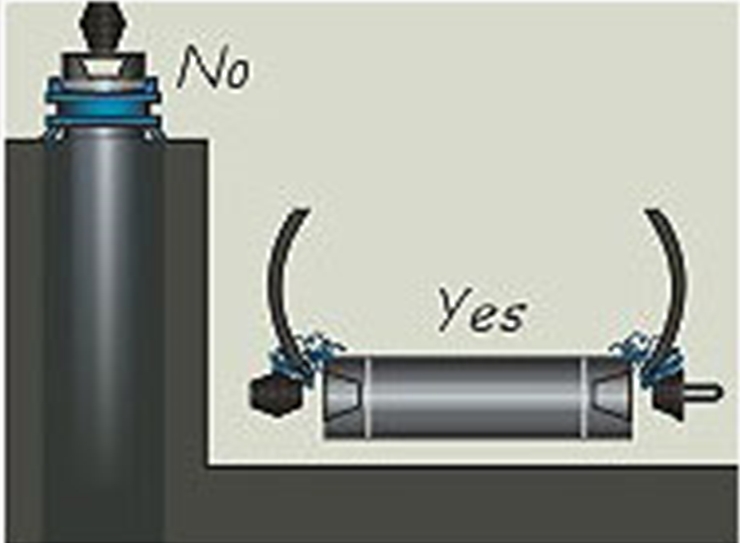
Lütfen döndürülebilir elastik kancayı kullanın. Ayrıca, grafit elektrotun altına yumuşak bir destek pedi yerleştirin meme ucu dişlere zarar gelmesini önlemek için.

Elektrodu fırına asmak için lütfen elastik kancayı kullanın. Önce merkezi bulun, sonra yavaşça aşağı doğru hareket ettirin ve yavaşça vidalayın. Son olarak, demir çember ile sıkın.

Lütfen belirtilen torka göre sıkmak için özel kumpaslar kullanın. Mekanik yollarla veya hidrolik veya pnömatik ekipmanlarla da belirtilen torka sıkılabilir.
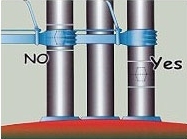
Lütfen elektrot klipslerini iki beyaz uyarı çizgisi içinde sıkıştırdığınızdan emin olun. Tutucunun ve elektrodun temas yüzeyini sık sık temizlemeniz gerekir, çünkü elektrotla iyi temas sağlar. Lütfen alet direğinin soğutma suyu ceketinin sızıntı yapmadığından emin olun.

Elektrotları kırmamak için lütfen fırının içine yalıtkan malzemeler koymayın. Aynı zamanda, lütfen elektrotun çalışma akımının kılavuzdaki elektrotun izin verilen akımıyla tutarlı olduğundan emin olun.