Technologie
- Accueil
- Technologie
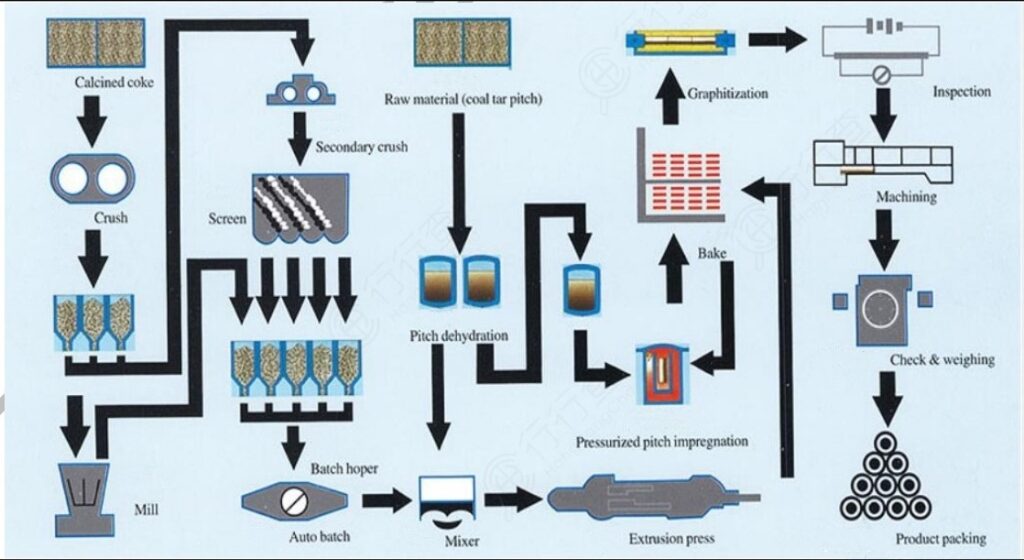
Processus de fabrication des électrodes en graphite
L'électrode de graphite utilise le coke de pétrole et le coke d'aiguille comme principales matières premières pour le processus de fabrication. Il s'agit d'un matériau conducteur résistant aux températures élevées, obtenu par calcination, malaxage, mise en forme, torréfaction, graphitisation et usinage. Il est principalement utilisé pour la fabrication de l'acier dans les fours électriques à arc.
Guide d'utilisation des électrodes en graphite
Qualité de la surface des électrodes en graphite
| Point | Exigence |
|---|---|
| 1. | Les électrodes en graphite doivent avoir une surface lisse avec un maximum de deux morceaux ou vides et aucune fissure transversale. S'il y a des fissures longitudinales, leur largeur ne doit pas dépasser 0,3 à 1,0 mm et leur longueur combinée ne doit pas dépasser 5% de la circonférence de l'électrode, avec une limite de deux fissures. |
| 2. | En ce qui concerne plus de deux pièces ou des vides. Le fabricant d'électrodes en graphite veille à ce que la largeur soit inférieure à un dixième de la circonférence de l'électrode. La longueur est inférieure à un tiers de la longueur de l'électrode. |
| 3. | La tétine, le trou de la tétine et la surface de l'électrode dans un rayon de 100 mm à partir du fond du trou ne doivent pas présenter de vides ou de fissures. |
| 4. | Il ne doit pas y avoir plus d'un bloc manquant sur le filetage du mamelon et le trou du mamelon. La longueur ne doit pas dépasser 30 mm. |
Remarque : Veuillez vérifier et accepter vos électrodes et embouts en graphite en fonction de la surface des électrodes après réception des marchandises afin de vous assurer de leur qualité.