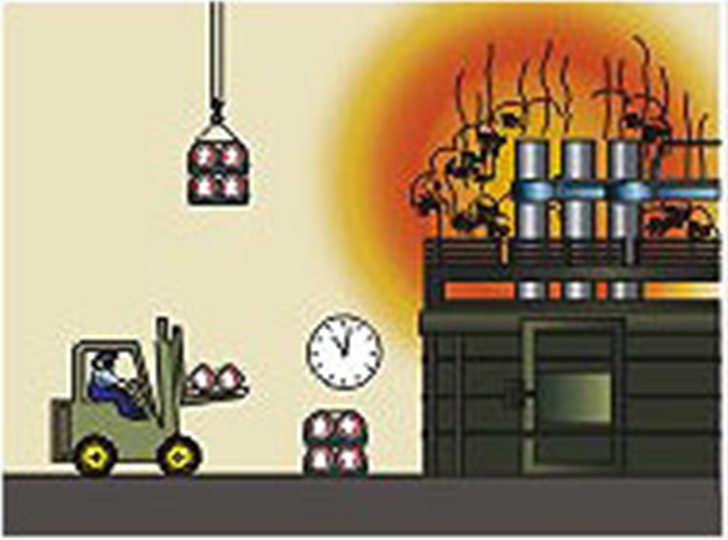
Будь ласка, висушіть графітовий електрод поруч з електродуговою піччю перед її використанням, при цьому температура повинна бути не більше 150 градусів, а час - не менше 24 годин.
З'єднайте електроди. Почніть з очищення різьби електрода; потім обережно вкрутіть конектор в один кінець електрода, а конектор підйомника - в інший кінець електрода. Будь ласка, будьте обережні, щоб не пошкодити різьбу. Також ми не рекомендуємо вкручувати безпосередньо в електроди, які використовуються для кріплення ніпелів на плиті.
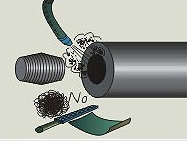
Будь ласка, не чистіть різьблення електродів сталевою ватою, металевими щітками або абразивними тканинами, і ми рекомендуємо використовувати стиснене повітря, що не містить масла і води.

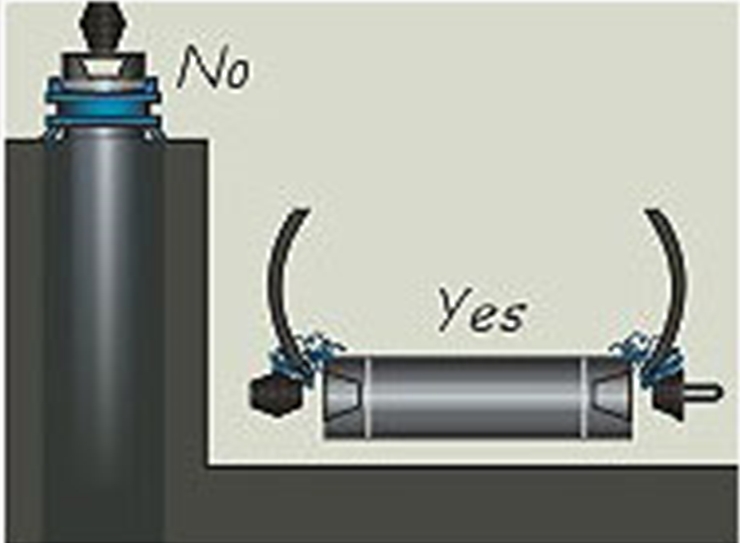
Будь ласка, використовуйте поворотний еластичний гачок. Також підкладіть під графітовий електрод м'яку підкладку сосок щоб запобігти пошкодженню ниток.

Будь ласка, використовуйте еластичний гачок, щоб повісити електрод на піч. Спочатку знайдіть центр, потім повільно рухайтеся вниз і акуратно закрутіть. Нарешті, затягніть його залізним обручем.

Будь ласка, використовуйте спеціальні штангенциркулі для затягування відповідно до вказаного моменту. Також можна затягнути із зазначеним моментом затягування за допомогою механічних засобів або гідравлічного чи пневматичного обладнання.
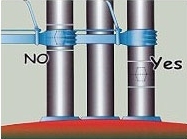
Переконайтеся, що затискачі електродів знаходяться в межах двох білих попереджувальних ліній. Необхідно часто очищати контактну поверхню фіксатора та електрода, оскільки вона підтримує хороший контакт з електродом. Переконайтеся, що водяна сорочка охолодження стійки інструмента не протікає.

Будь ласка, не кладіть в піч ізоляційні матеріали, щоб не зламати електроди. У той же час, будь ласка, переконайтеся, що робочий струм електрода відповідає допустимому струму електрода, зазначеному в інструкції.