Технология
- Главная
- Технология
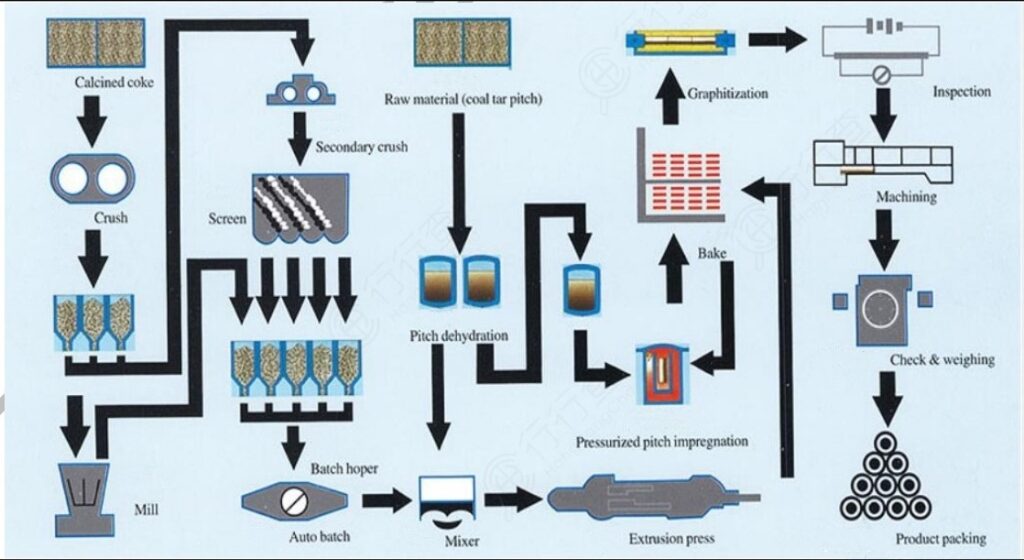
Процесс производства графитовых электродов
В качестве основного сырья для производства графитового электрода используется нефтяной кокс и игольчатый кокс. Это устойчивый к высоким температурам проводящий материал, изготовленный путем прокаливания, разминания, формования, обжига, графитизации и механической обработки. В основном используется для производства стали в электродуговых печах (ЭДП).
Руководство по использованию графитовых электродов
Качество поверхности графитового электрода
| Пункт | Требование |
|---|---|
| 1. | Графитовые электроды должны иметь гладкую поверхность с максимум двумя кусками или пустотами и без поперечных трещин. При наличии продольных трещин их ширина не должна превышать 0,3-1,0 мм, а суммарная длина не должна превышать 5% окружности электрода, при этом не должно быть более двух трещин. |
| 2. | Не допускается наличие более двух кусков или пустот. Производитель графитовых электродов гарантирует, что ширина составляет менее одной десятой части окружности электрода. А длина составляет менее одной трети длины электрода. |
| 3. | Ниппель, отверстие ниппеля и поверхность электрода в пределах 100 мм от дна отверстия не должны иметь пустот и трещин. |
| 4. | На резьбе ниппеля и в отверстии ниппеля должно быть не более одного отсутствующего блока. А длина не должна превышать 30 мм. |
Примечание: Пожалуйста, после получения товара проверьте и примите графитовые электроды и ниппели по поверхности электродов, чтобы убедиться в их качестве.