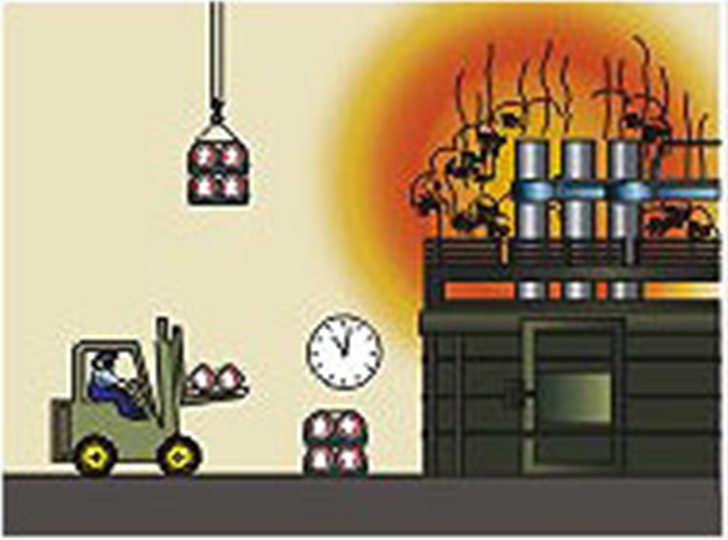
Пожалуйста, высушите графитовый электрод рядом с электродуговой печью перед ее использованием, температура должна быть не более 150 градусов, а время - не менее 24 часов.
Соедините электроды. Начните с очистки резьбы электрода; затем аккуратно вкрутите разъем в один конец электрода, а разъем подъемника - в другой конец электрода. Пожалуйста, будьте осторожны, чтобы не нарушить резьбу. Также не рекомендуется вкручивать непосредственно в электроды, используемые для крепления ниппелей на плите.
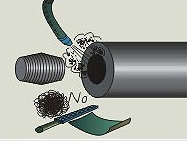
Пожалуйста, не очищайте резьбу электрода стальной ватой, металлическими щетками или абразивными тряпками, мы рекомендуем использовать сжатый воздух, не содержащий масла и воды.

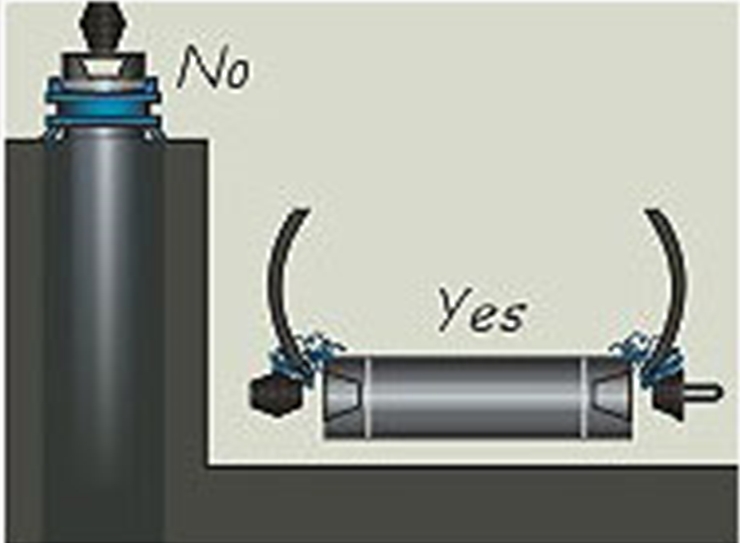
Пожалуйста, используйте вращающийся эластичный крючок. Кроме того, подложите под графитовый электрод мягкую опорную подушечку соска во избежание повреждения резьбы.

Пожалуйста, используйте эластичный крючок, чтобы повесить электрод на печь. Сначала найдите центр, затем медленно двигайтесь вниз и аккуратно вкручивайте винт. Наконец, затяните его с помощью железного обруча.

Пожалуйста, используйте специальные штангенциркули для затяжки в соответствии с указанным моментом. Его также можно затянуть до указанного момента механическим способом или с помощью гидравлического или пневматического оборудования.
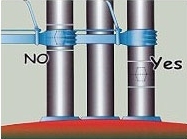
Пожалуйста, убедитесь, что зажимы электрода находятся в пределах двух белых предупреждающих линий. Необходимо часто очищать контактную поверхность фиксатора и электрода, так как она поддерживает хороший контакт с электродом. Убедитесь, что водяная рубашка охлаждения инструментальной стойки не протекает.

Пожалуйста, не кладите в печь изолирующие материалы, чтобы не сломать электроды. В то же время, пожалуйста, убедитесь, что рабочий ток электрода соответствует допустимому току электрода в руководстве.