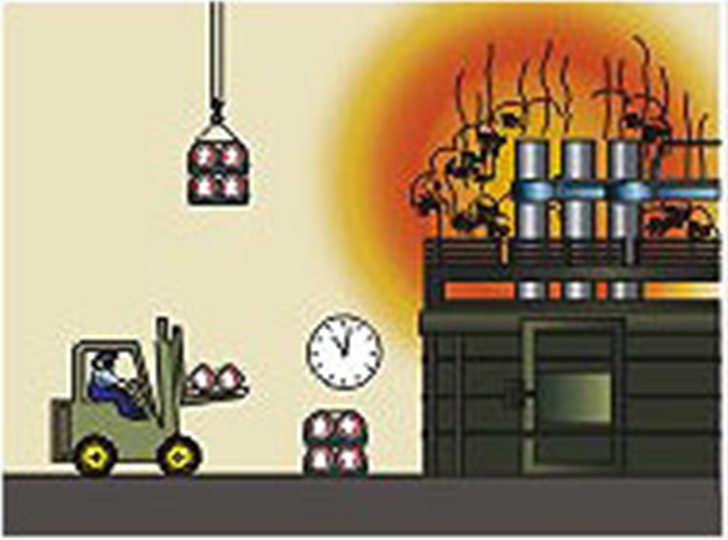
Droog de grafietelektrode naast de vlamboogoven voor gebruik, en de temperatuur moet maximaal 150 graden zijn en de tijd moet minstens 24 uur zijn.
De elektroden aansluiten. U begint met het schoonmaken van de schroefdraad van de elektrode; daarna schroeft u voorzichtig de connector in het ene uiteinde van de elektrode en de lifterconnector in het andere uiteinde van de elektrode. Let erop dat u hierbij niet in conflict komt met de schroefdraad. We raden ook af om rechtstreeks in de elektroden te schroeven die worden gebruikt om nippels op het fornuis te monteren.
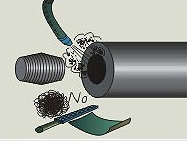
Reinig de elektrodedraden niet met staalwol, metalen borstels of schurende doeken en we raden aan perslucht te gebruiken die vrij is van olie en water.

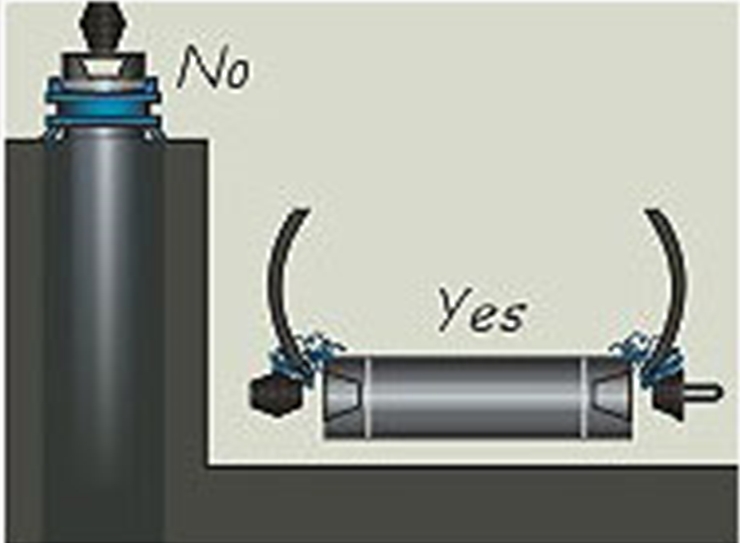
Gebruik de draaibare elastische haak. Plaats ook een zacht steunkussentje onder de grafietelektrode tepel om schade aan de schroefdraad te voorkomen.

Gebruik de elastische haak om de elektrode aan de oven te hangen. Zoek eerst het midden, ga dan langzaam naar beneden en schroef voorzichtig vast. Draai hem ten slotte vast met de ijzeren ring.

Gebruik speciale schuifmaten om het aan te halen volgens het opgegeven aanhaalmoment. Het kan ook mechanisch of met hydraulische of pneumatische apparatuur worden aangedraaid tot het opgegeven aanhaalmoment.
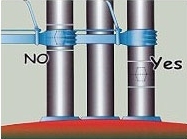
Zorg ervoor dat u de elektrodeclips binnen de twee witte waarschuwingslijnen klemt. U moet het contactoppervlak van de houder en de elektrode regelmatig schoonmaken, omdat dit een goed contact met de elektrode in stand houdt. Zorg ervoor dat de koelwatermantel van de gereedschapspost niet lekt.

Plaats geen isolatiemateriaal in de oven om de elektroden niet te breken. Zorg er ook voor dat de werkstroom van de elektrode overeenkomt met de toegestane stroom van de elektrode in de handleiding.