1-
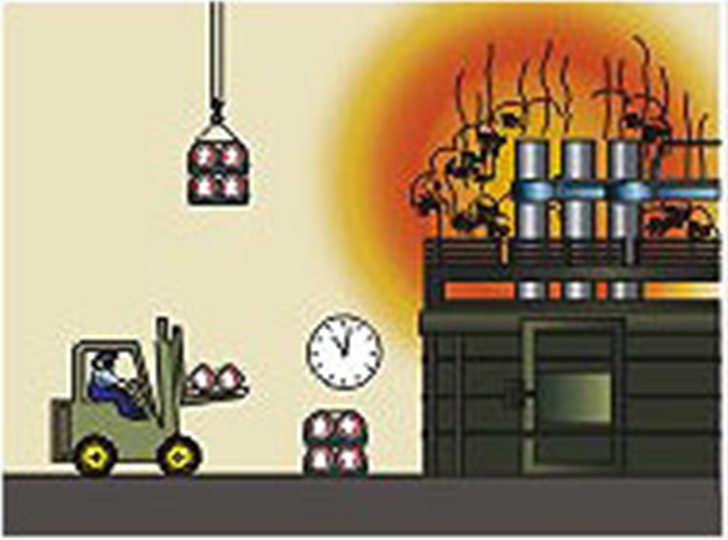
건조하세요. 흑연 전극 를 사용하기 전에 전기로 옆에 두어야 하며, 온도는 최대 150도, 시간은 최소 24시간이어야 합니다.
2-
전극을 연결합니다. 먼저 전극의 나사산을 청소한 다음 커넥터를 전극의 한쪽 끝에, 리프터 커넥터를 전극의 다른 쪽 끝에 조심스럽게 나사로 고정합니다. 이때 실과 충돌하지 않도록 주의하세요. 또한 스토브에 니플을 장착하는 데 사용되는 전극에 직접 나사를 조이는 것은 권장하지 않습니다.
3-
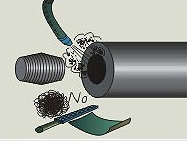
스틸 울이나 금속 브러시, 연마성 천으로 전극 실을 청소하지 마시고, 기름과 물이 없는 압축 공기를 사용하는 것이 좋습니다.

4-
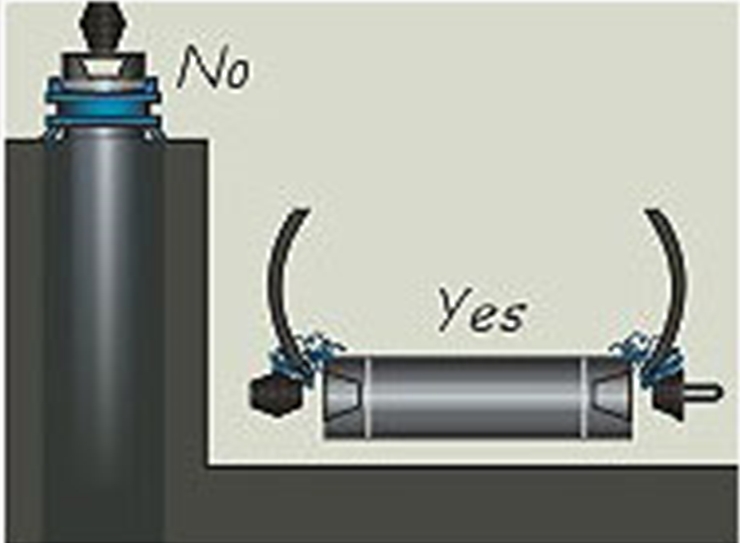
회전 가능한 탄성 고리를 사용하세요. 또한 흑연 전극 아래에 부드러운 지지대를 놓습니다. 니플 를 사용하여 스레드 손상을 방지합니다.

5-
탄성 고리를 사용하여 전극을 용광로에 걸어주세요. 먼저 중앙을 찾은 다음 천천히 아래로 이동하여 부드럽게 조입니다. 마지막으로 철제 고리로 조여주세요.

6-
특수 캘리퍼를 사용하여 지정된 토크에 맞게 조여주세요. 기계적인 방법이나 유압 또는 공압 장비로 지정된 토크에 맞게 조일 수도 있습니다.
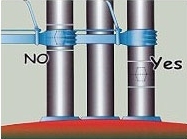
7-
전극 클립을 두 개의 흰색 경고선 안에 고정해야 합니다. 리테이너와 전극의 접촉면을 자주 청소해야 전극과 양호한 접촉 상태를 유지할 수 있습니다. 공구 포스트의 냉각수 재킷이 새지 않는지 확인하세요.

8-
전극이 파손되지 않도록 용광로 안에 절연 재료를 넣지 마세요. 동시에 전극의 작동 전류가 매뉴얼의 전극 허용 전류와 일치하는지 확인하세요.