Pengelasan busur karbon (CAW) tidak hanya memiliki kemampuan pengelasan yang efisien, tetapi juga memberikan solusi yang dapat diandalkan untuk penyambungan berbagai bahan dengan prinsip dan proses pengelasannya yang unik. Saat ini, dengan kemajuan ilmu pengetahuan dan teknologi yang berkelanjutan, pengelasan busur karbon semakin banyak digunakan di bidang industri. Baik di jalur produksi pabrik besar atau di bengkel perusahaan kecil, pengelasan busur karbon memainkan peran penting.
Apa yang dimaksud dengan pengelasan busur karbon?
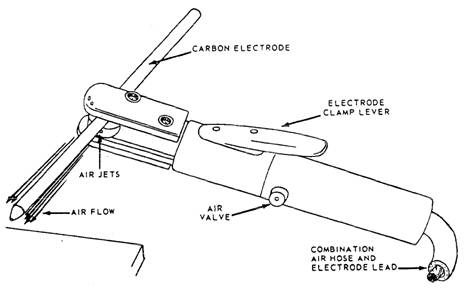
Pengelasan busur karbon adalah proses yang menggunakan elektroda karbon untuk menghasilkan suhu tinggi di bawah aksi busur untuk melelehkan logam dan merealisasikan pengelasan. Sebagai pembawa busur, elektroda karbon menyediakan sumber energi yang stabil selama pengelasan. Menggunakan batang karbon atau grafit sebagai elektroda, kolom busur suhu tinggi, konsentrasi panas, dapat secara efektif mewujudkan pengelasan.

Prinsip pengelasan busur karbon
Formasi busur
Pengelasan busur karbon tunggal
Ini mengacu pada pembentukan busur antara elektroda karbon tunggal dan solder. Apabila arus listrik melewati elektroda karbon, atom karbon pada permukaan elektroda akan tereksitasi. Membentuk aliran partikel bermuatan. Partikel-partikel ini mengalir ke permukaan lasan di bawah aksi medan listrik dan bertabrakan dengan atom-atom logam pada permukaan lasan. Kemudian menghasilkan suhu tinggi. Busur las busur karbon tunggal lebih terkonsentrasi, distribusi panas seragam. Sangat cocok untuk pengelasan yang lebih kecil atau persyaratan kualitas las yang tinggi.
Obor las busur karbon kembar
Senter busur karbon kembar menggunakan dua elektroda karbon untuk membentuk busur dengan pengelasan pada saat yang bersamaan. Busur di antara kedua elektroda berinteraksi untuk membentuk busur yang lebih stabil dan kuat. Obor las busur karbon ganda dapat memberikan output energi dan kecepatan pengelasan yang lebih besar. Sangat cocok untuk ukuran komponen las yang lebih besar atau aplikasi yang membutuhkan efisiensi pengelasan yang lebih tinggi. Pada twin carbon arc torch, jarak dan sudut antara kedua elektroda dapat diatur sesuai dengan kebutuhan pengelasan. Dengan demikian mencapai hasil pengelasan yang lebih baik.
Proses pengelasan
Proses pengelasan las busur karbon terutama mencakup langkah-langkah berikut.
Persiapan: Pilih elektroda karbon dan pengelasan yang sesuai, lalu bersihkan kotoran dan minyak pada permukaan pengelasan. Pastikan permukaan las halus untuk operasi pengelasan.
Operasi pengelasan: Hubungi elektroda karbon dengan lasan dan hasilkan busur setelah elektrifikasi. Dengan mengontrol panjang dan arus busur, perlu melelehkan permukaan lasan dan membentuk lasan. Selama proses pengelasan, perlu secara konstan menyesuaikan posisi dan sudut elektroda untuk memastikan kualitas dan bentuk lasan.
Proses pengelasan: Dalam proses pengelasan, perhatikan untuk mengontrol kecepatan dan suhu pengelasan. Kecepatan pengelasan yang terlalu cepat dapat menyebabkan pengelasan yang tidak sempurna, sedangkan terlalu lambat akan mempengaruhi efisiensi pengelasan.
Peralatan dan bahan las busur karbon
Pengelasan busur karbon membutuhkan peralatan sebagai pasokan
Peralatan pengelasan busur karbon terutama mencakup catu daya pengelasan, elektroda karbon, perlengkapan pengelasan, gas pelindung, dan sebagainya. Perangkat ini harus memenuhi persyaratan kerja pengelasan busur karbon untuk memastikan kelancaran proses pengelasan. Catu daya pengelasan memberikan arus dan tegangan yang stabil, dan elektroda karbon adalah pembawa busur. Perlengkapan pengelasan digunakan untuk menahan bagian pengelasan. Dan gas pelindung memainkan peran pelindung dalam proses pengelasan.
Catu daya pengelasan
Catu daya pengelasan adalah salah satu peralatan inti pengelasan busur karbon. Alat ini menyediakan arus dan tegangan yang stabil untuk memastikan stabilitas busur. Catu daya pengelasan yang umum termasuk daya DC dan daya AC. Catu daya DC memiliki stabilitas busur dan kualitas pengelasan yang baik, dan cocok untuk pengelasan yang lebih tebal. Catu daya AC memiliki output daya yang lebih tinggi dan cocok untuk mengelas lasan yang lebih besar.
Bahan elektroda
Elektroda karbon adalah komponen utama pengelasan busur karbon. Bahan elektroda karbon yang umum digunakan adalah grafit, batang karbon, dan sebagainya. Elektroda grafit memiliki konduktivitas listrik dan stabilitas termal yang tinggi, dan dapat melepaskan panas secara stabil di bawah aksi busur. Batang karbon memiliki kekuatan dan kekerasan yang lebih tinggi, yang cocok untuk mengelas las yang lebih tebal. Saat memilih bahan elektroda, Anda harus sesuai dengan bahan dan persyaratan pengelasan pengelasan.
Gas pelindung
Gas pelindung memainkan peran penting dalam proses pengelasan busur karbon. Gas pelindung dapat melindungi lasan dari oksidasi dan kontaminasi serta meningkatkan kualitas pengelasan. Gas pelindung yang umum digunakan adalah karbon dioksida, argon, dan sebagainya. Gas karbon dioksida memiliki kemampuan oksidasi yang tinggi, yang dapat mencegah pembentukan pori-pori pada lasan. Argon memiliki efek perlindungan yang lebih baik dan cocok untuk pengelasan las yang lebih tipis.
Proses pengelasan busur karbon
Parameter pengelasan
Parameter pengelasan meliputi arus pengelasan, tegangan, kecepatan pengelasan, panjang busur, dll. Parameter ini secara langsung mempengaruhi kualitas pengelasan dan efisiensi pengelasan. Arus menentukan kedalaman penetrasi dan lebar las, dan tegangan mempengaruhi stabilitas busur dan pembentukan las. Kecepatan pengelasan yang tepat dapat memastikan kualitas dan efisiensi pengelasan. Misalnya, saat mengelas lembaran tipis, arusnya umumnya 50-100A, tegangannya 20-25V, dan kecepatan pengelasan 30-50cm per menit.
Desain sambungan las
Desain sambungan las merupakan salah satu mata rantai penting dalam proses pengelasan busur karbon. Desain sambungan las harus mempertimbangkan bentuk, ukuran, posisi pengelasan dan faktor lainnya. Bentuk sambungan las yang umum adalah sambungan butt, sambungan sudut, sambungan pangkuan dan sebagainya. Sambungan butt cocok untuk pengelasan las yang lebih besar, dan sambungan fillet cocok untuk pengelasan las yang lebih kecil. Saat mendesain sambungan las, pastikan kekuatan dan kekencangan sambungan.
Keterampilan operasi pengelasan
Keterampilan operasi pengelasan adalah salah satu kunci utama dari proses pengelasan busur karbon. Sudut elektroda dan cara pengangkutan elektroda perlu dikontrol untuk memastikan hasil pengelasan seragam dan indah. Pada saat yang sama, perhatikan masalah keselamatan dalam proses pengelasan untuk menghindari kecelakaan.
Kontrol kualitas las
Kontrol kualitas pengelasan merupakan salah satu mata rantai penting dalam proses pengelasan busur karbon. Kontrol kualitas pengelasan meliputi kontrol kualitas selama pengelasan dan pemeriksaan kualitas setelah pengelasan. Periksa kebersihan permukaan dan ukuran alur lasan sebelum pengelasan. Mengawasi proses pengelasan untuk memastikan parameter yang benar. Setelah pengelasan, lasan diperiksa untuk penampilan dan kualitas internal. Dengan mengontrol kualitas pengelasan, cacat seperti pori-pori dan retakan dapat dihindari.
Perbedaan antara pengelasan busur karbon dan pengelasan busur logam
Perbedaan utama di antara keduanya adalah elektroda, metode perlindungan dan aplikasi.
Pengelasan busur karbon: Menggunakan batang karbon sebagai elektroda dan umumnya tidak memiliki gas pelindung khusus atau perlindungan terak, terutama oleh perlindungan atmosfer busur. Anda terutama dapat menggunakannya dalam beberapa kesempatan di mana persyaratan kualitas untuk pengelasan tidak terlalu tinggi, atau pengelasan logam non-besi.
Pengelasan busur logam: Menggunakan batang logam sebagai elektroda. Kedua, ada perbedaan dalam metode perlindungan. Beberapa bergantung pada perlindungan terak yang dibentuk oleh lapisan elektroda dan beberapa bergantung pada gas pelindung eksternal. Ini lebih banyak digunakan, seperti pengelasan struktur baja dan skenario lain yang sesuai, dan dapat memperoleh pengelasan berkualitas tinggi.
Keuntungan dan kerugian pengelasan busur karbon
Keuntungan
Kualitas pengelasan tinggi: Dapat mencapai pengelasan berkualitas tinggi, dan kekuatan serta penyegelan lasan lebih baik.
Kecepatan pengelasan cepat: Dapat meningkatkan kecepatan pengelasan dan meningkatkan efisiensi produksi.
Kemampuan beradaptasi yang kuat: Dapat beradaptasi dengan lingkungan pengelasan dan persyaratan pengelasan yang berbeda.
Biaya rendah: Biaya peralatan dan bahan las busur karbon rendah, dengan manfaat ekonomi yang lebih baik.
Kekurangan
Asap dalam proses pengelasan: Pengelasan busur karbon akan menghasilkan asap selama proses pengelasan, yang memiliki dampak tertentu pada lingkungan dan kesehatan manusia.
Kebisingan dalam proses pengelasan: Ini akan menghasilkan kebisingan dalam proses pengelasan, yang memiliki dampak tertentu pada lingkungan dan kesehatan manusia.
Radiasi dalam proses pengelasan: Ini akan menghasilkan radiasi selama proses pengelasan, yang akan berdampak pada kesehatan manusia.
Aplikasi pengelasan busur karbon
Pengerjaan logam
Pengelasan busur karbon memiliki berbagai macam aplikasi dalam bidang pemrosesan logam. Anda dapat menggunakannya untuk mengelas berbagai bahan logam, seperti baja, aluminiumtembaga dan sebagainya. Dalam proses pengolahan logam, pengelasan busur karbon dapat mencapai pengelasan berkualitas tinggi dan meningkatkan efisiensi produksi.
Perawatan Mekanis
Ini juga memiliki aplikasi penting dalam bidang pemeliharaan mekanis. Anda dapat menggunakannya untuk mengelas berbagai komponen mekanis, seperti pipa dan katup, flensadll. Dalam proses perawatan mekanis, pengelasan busur karbon dapat dengan cepat memperbaiki bagian yang rusak dan meningkatkan efisiensi perawatan.
Kesimpulan
Pengelasan busur karbon, sebagai teknologi pengelasan yang penting, memiliki keunggulan dan karakteristik yang unik. Melalui pemahaman prinsip, proses, peralatan, dan bahan pengelasan busur karbon, prinsip kerja dan rentang aplikasi pengelasan busur karbon dapat dipahami dengan lebih baik. Dalam aplikasi praktis, kualitas dan efisiensi pengelasan dapat ditingkatkan dengan memanfaatkan keunggulannya secara maksimal.