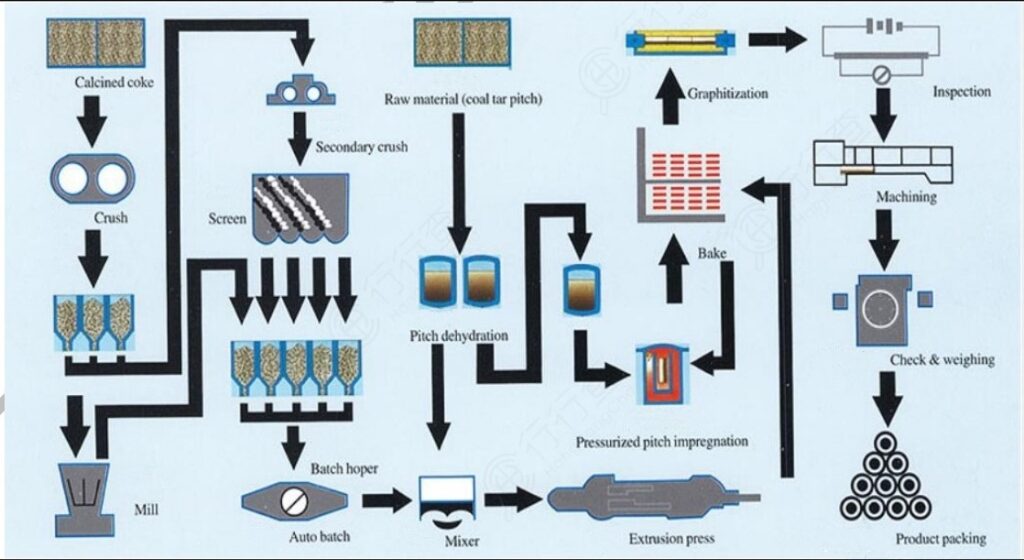
يستخدم قطب الجرافيت الكهربائي فحم الكوك البترولي وفحم الكوك بالإبرة كمواد خام رئيسية لعملية التصنيع. وهي مادة موصلة مقاومة لدرجات الحرارة العالية مصنوعة من خلال التكليس والعجن والتشكيل والتحميص والتحميص والجرافيت والتشكيل الآلي. ويستخدم بشكل أساسي في صناعة الصلب في أفران القوس الكهربائي (eaf).
دليل استخدام أقطاب الجرافيت الكهربائية
جودة سطح القطب الكهربائي الجرافيت
نقطة
المتطلبات
1.
يجب أن تكون أقطاب الجرافيت ذات سطح أملس بحد أقصى قطعتين أو فراغات وعدم وجود شقوق عرضية. وفي حالة وجود شقوق طولية، يجب ألا يزيد عرضها عن 0.3 مم - 1.0 مم، ويجب ألا يتجاوز طولها مجتمعة 5% من محيط القطب، بحد أقصى لقطعتين أو فراغين.
2.
فيما يتعلق بأكثر من قطعتين أو فراغات. تضمن الشركة المصنعة لأقطاب الجرافيت أن يكون العرض أقل من عُشر محيط القطب. والطول أقل من ثلث طول القطب.
3.
لا يسمح بوجود فراغات وتشققات في الحلمة وثقب الحلمة وسطح القطب في نطاق 100 مم من أسفل الثقب.
4.
يجب ألا يكون هناك أكثر من كتلة واحدة مفقودة على خيط الحلمة وثقب الحلمة. ويجب ألا يزيد الطول عن 30 مم.
ملاحظة: يرجى فحص وقبول أقطاب الجرافيت والحلمات وفقًا لأسطح الأقطاب الكهربائية بعد استلام البضائع لضمان جودتها.