Koolstofbooglassen (CAW) heeft niet alleen efficiënte lascapaciteiten, maar biedt met zijn unieke lasprincipes en processen ook een betrouwbare oplossing voor het verbinden van verschillende materialen. Tegenwoordig, met de voortdurende vooruitgang van wetenschap en technologie, wordt booglassen meer en meer gebruikt in de industrie. Of het nu in de productielijn van een grote fabriek is of in de werkplaats van een kleine onderneming, booglassen speelt een belangrijke rol.
Wat is booglassen met koolstof?
Booglassen met koolstof is een proces waarbij koolstofelektrode om hoge temperaturen te produceren onder invloed van een boog om metaal te smelten en lassen te realiseren. Als drager van de boog biedt koolstofelektrode een stabiele energiebron tijdens het lassen. Het maakt gebruik van koolstofstaaf of grafiet als elektrode, hoge temperatuur boog kolom, warmte concentratie, kan effectief realiseren lassen.

Het principe van booglassen met koolstof
Boogvorming
Enkel koolstofbooglassen
Het verwijst naar de vorming van een boog tussen een enkele koolstofelektrode en het soldeer. Wanneer een elektrische stroom door een koolstofelektrode loopt, worden de koolstofatomen op het oppervlak van de elektrode geëxciteerd. Ze vormen een stroom geladen deeltjes. Deze deeltjes stromen onder invloed van het elektrische veld naar het oppervlak van de las en botsen met metaalatomen op het oppervlak van de las. Dit resulteert in een hoge temperatuur. Booglassen met enkele koolstofboog is meer geconcentreerd, de warmteverdeling is gelijkmatig. Het is geschikt voor kleinere lassen of hoge eisen aan de laskwaliteit.
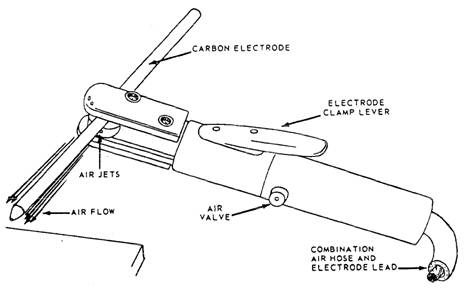
Laspistool met dubbele koolstofboog
De dubbele koolstofboogtoorts gebruikt twee koolstofelektroden om tegelijkertijd een boog te vormen met het lasstuk. De boog tussen de twee elektroden werkt op elkaar in om een stabielere en krachtigere boog te vormen. De dubbele koolstoftoorts levert een grotere energieopbrengst en lassnelheid. Hij is geschikt voor grotere lasonderdelen of toepassingen die een hoger lasrendement vereisen. In de dubbele koolstoftoorts kunnen de afstand en de hoek tussen de twee elektroden worden aangepast aan de lasbehoeften. Zo worden betere lasresultaten verkregen.
Lasproces
Het lasproces van booglassen met koolstof omvat voornamelijk de volgende stappen.
Voorbereiding: Selecteer de juiste koolstofelektrode en las en reinig de onzuiverheden en olie op het oppervlak van de las. Zorg ervoor dat het oppervlak van de las glad is voor laswerkzaamheden.
Lassen: Maak contact tussen de koolstofelektrode en het lasmetaal en genereer een boog na elektrificatie. Door de lengte en de stroom van de boog te regelen, moet het oppervlak van het onderdeel smelten en de las vormen. Tijdens het lasproces moet de positie en hoek van de elektrode voortdurend worden aangepast om de kwaliteit en vorm van de las te garanderen.
Lasproces: Let bij het lasproces op de lassnelheid en temperatuur. Een te hoge lassnelheid kan leiden tot een onvolledige las, terwijl een te lage lassnelheid de efficiëntie van het lassen beïnvloedt.
Apparatuur en materialen voor booglassen met koolstof
Apparatuur voor booglassen is nodig als toevoer
Apparatuur voor booglassen bestaat voornamelijk uit lasstroomvoorziening, koolstofelektrode, lasopstelling, beschermgas enzovoort. Deze apparaten moeten voldoen aan de werkvereisten van booglassen om het lasproces soepel te laten verlopen. De lasstroombron levert een stabiele stroom en spanning en de koolstofelektrode is de drager van de boog. De lasarmatuur wordt gebruikt om het lasdeel vast te houden. En het beschermgas speelt een beschermende rol in het lasproces.
Lasstroomvoorziening
De lasstroomvoorziening is een van de belangrijkste onderdelen van booglassen. Het levert een stabiele stroom en spanning om de stabiliteit van de boog te garanderen. Gangbare lasvoedingen zijn gelijkstroom en wisselstroom. DC-voeding heeft een goede boogstabiliteit en laskwaliteit en is geschikt voor het lassen van dikkere lassen. De AC-voeding heeft een hoger vermogen en is geschikt voor het lassen van grotere lasnaden.
Materiaal elektrode
Koolstofelektrode is de belangrijkste component van koolstofbooglassen. Veel gebruikte koolstofelektrodematerialen zijn grafiet, koolstofstaaf enzovoort. Grafietelektrode heeft een hoge elektrische geleidbaarheid en thermische stabiliteit, en kan stabiel warmte afgeven onder invloed van een boog. De koolstofstaaf heeft een hogere sterkte en hardheid, wat geschikt is voor het lassen van dikkere lassen. Bij het kiezen van het elektrodemateriaal moet je rekening houden met het materiaal en de lasvereisten van het laswerk.
Beschermend gas
Beschermgas speelt een belangrijke rol in het proces van booglassen met koolstof. Het kan de las beschermen tegen oxidatie en verontreiniging en de laskwaliteit verbeteren. Gebruikelijke beschermgassen zijn kooldioxide, argon enzovoort. Kooldioxidegas heeft een hoog oxidatievermogen, wat de vorming van poriën in de las kan voorkomen. Argon heeft een betere beschermende werking en is geschikt voor het lassen van dunnere lassen.
Koolstofbooglasproces
Lasparameters
Lasparameters zijn onder andere lasstroom, spanning, lassnelheid en booglengte. Deze parameters hebben een directe invloed op de laskwaliteit en lasefficiëntie. De stroomsterkte bepaalt de inbranddiepte en de lasbreedte en het voltage beïnvloedt de boogstabiliteit en de lasvorming. De juiste lassnelheid kan de laskwaliteit en efficiëntie garanderen. Bij het lassen van dunne platen is de stroom bijvoorbeeld meestal 50-100 A, de spanning 20-25 V en de lassnelheid 30-50 cm per minuut.
Ontwerp lasverbinding
Het ontwerp van lasverbindingen is een van de belangrijke schakels in het booglasproces. Het ontwerp van de lasverbinding moet rekening houden met de vorm, grootte, laspositie en andere factoren. Veel voorkomende lasverbindingvormen zijn stuikverbinding, hoekverbinding, overlapverbinding enzovoort. Stootverbindingen zijn geschikt voor het lassen van grotere lassen en hoekverbindingen zijn geschikt voor het lassen van kleinere lassen. Let bij het ontwerpen van lasverbindingen op de sterkte en dichtheid van de verbindingen.
Vaardigheden met lassen
De vaardigheid om te lassen is een van de belangrijkste schakels in het booglasproces. Het is noodzakelijk om de hoek van de elektrode en de manier van transport van de elektrode te controleren om ervoor te zorgen dat de las uniform en mooi is. Besteed tegelijkertijd aandacht aan veiligheidsaspecten in het lasproces om ongelukken te voorkomen.
Kwaliteitscontrole van lassen
De kwaliteitscontrole van lassen is een van de belangrijke schakels in het booglasproces. De kwaliteitscontrole van lassen omvat kwaliteitscontrole tijdens het lassen en kwaliteitscontrole na het lassen. Controleer de oppervlaktereinheid en groefgrootte van lassen vóór het lassen. Toezicht houden op het lasproces om ervoor te zorgen dat de parameters correct zijn. Na het lassen wordt de las gecontroleerd op uiterlijk en inwendige kwaliteit. Door de laskwaliteit te controleren, kunnen defecten zoals poriën en scheuren worden voorkomen.
Verschil tussen booglassen met koolstof en booglassen met metaal
Het belangrijkste verschil tussen hen is de elektrode, beschermingsmethoden en toepassingen.
Koolstofbooglassen: Het maakt gebruik van koolstof staven als elektroden en heeft over het algemeen geen speciale bescherming gas of slak bescherming, voornamelijk door de boog sfeer bescherming. Je kunt het voornamelijk gebruiken in sommige gelegenheden waar de kwaliteitseisen voor lassen niet extreem hoog zijn, of non-ferrometaal lassen.
Metaalbooglassen: Hierbij worden metalen staven als elektroden gebruikt. Ten tweede zijn er verschillen in beschermingsmethoden. Sommige zijn afhankelijk van de slakbescherming die wordt gevormd door de elektrodebekleding en sommige vertrouwen op het externe beschermende gas. Het wordt op grotere schaal gebruikt, zoals het lassen van staalconstructies en andere scenario's geschikt zijn, en kan lassen van hoge kwaliteit verkrijgen.
Voordelen en nadelen van booglassen met koolstof
Voordelen
Hoge laskwaliteit: Het kan lassen van hoge kwaliteit bereiken en de sterkte en afdichting van de las zijn beter.
Snelle lassnelheid: Het kan de lassnelheid verbeteren en de productie-efficiëntie verhogen.
Sterk aanpassingsvermogen: Het kan zich aanpassen aan verschillende lasomgevingen en lasvereisten.
Lage kosten: Apparatuur voor booglassen en materiaalkosten zijn laag, met betere economische voordelen.
Nadelen
Rook tijdens het lasproces: Koolstofbooglassen produceert rook tijdens het lasproces, wat een bepaalde invloed heeft op het milieu en de menselijke gezondheid.
Lawaai tijdens het lasproces: Het produceert lawaai tijdens het lasproces, wat een zekere invloed heeft op het milieu en de menselijke gezondheid.
Straling tijdens het lasproces: Het zal straling produceren tijdens het lasproces, wat een bepaalde impact zal hebben op de menselijke gezondheid.
Toepassingen voor booglassen met koolstof
Metaalbewerking
Koolstofbooglassen heeft een breed scala aan toepassingen op het gebied van metaalbewerking. Je kunt het gebruiken voor het lassen van verschillende metalen materialen, zoals staal, aluminiumkoper enzovoort. In het proces van metaalbewerking kan koolstofbooglassen lassen van hoge kwaliteit bereiken en de productie-efficiëntie verbeteren.
Mechanisch onderhoud
Het heeft ook belangrijke toepassingen op het gebied van mechanisch onderhoud. Je kunt het gebruiken om verschillende mechanische onderdelen te lassen, zoals pijpen, kleppen, flenzenenz. In het proces van mechanisch onderhoud kan koolstofbooglassen snel beschadigde onderdelen repareren en de efficiëntie van het onderhoud verbeteren.
Conclusie
Koolstofbooglassen is een belangrijke lastechnologie en heeft unieke voordelen en eigenschappen. Door het principe, het proces, de apparatuur en de materialen van booglassen te begrijpen, kunnen het werkingsprincipe en het toepassingsgebied van booglassen beter worden begrepen. Bij praktische toepassingen kunnen de laskwaliteit en efficiëntie worden verbeterd door de voordelen volledig te benutten.