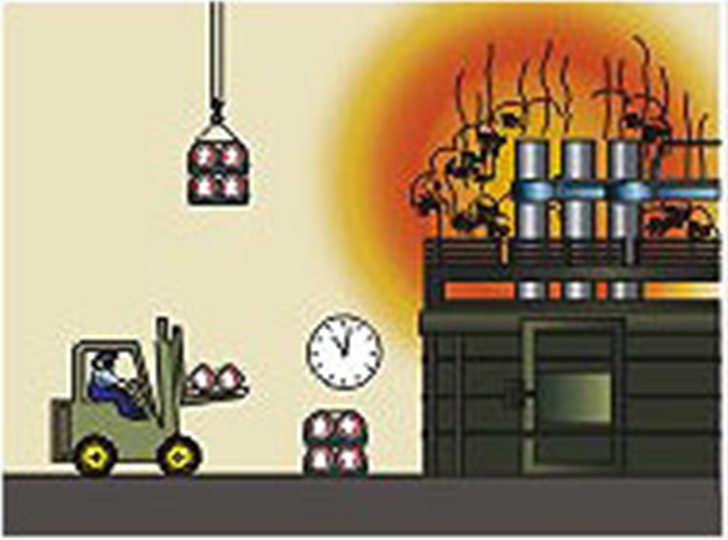
Veuillez sécher le électrode en graphite à côté du four à arc électrique avant de l'utiliser, et la température doit être au maximum de 150 degrés, et la durée doit être d'au moins 24 heures.
Connecter les électrodes. Commencez par nettoyer le filetage de l'électrode, puis vissez soigneusement le connecteur à une extrémité de l'électrode et le connecteur du releveur à l'autre extrémité de l'électrode. Veillez à ce qu'il n'y ait pas de conflit avec les filetages. Il est également déconseillé de visser directement dans les électrodes utilisées pour monter les tétines sur le poêle.
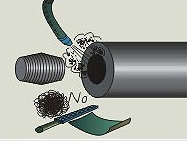
Ne nettoyez pas les filets de l'électrode avec de la laine d'acier, des brosses métalliques ou des chiffons abrasifs, et nous recommandons d'utiliser de l'air comprimé exempt d'huile et d'eau.

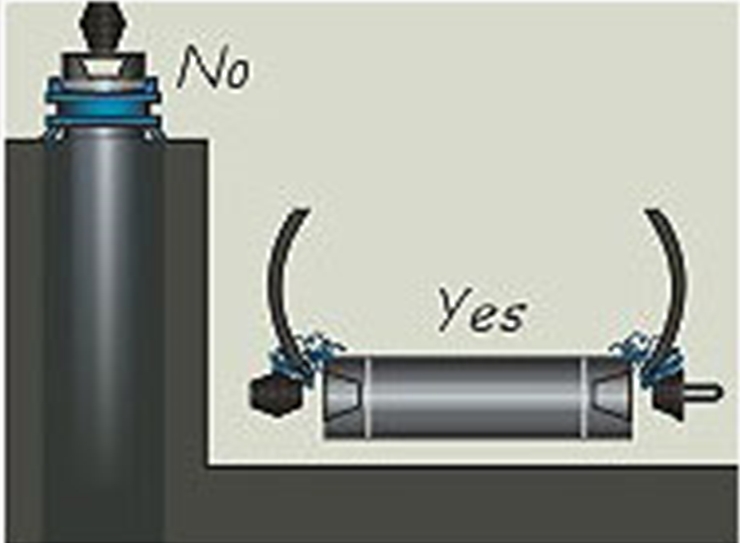
Veuillez utiliser le crochet élastique rotatif. Placez également un support souple sous l'électrode en graphite. mamelon pour éviter d'endommager les filets.

Utilisez le crochet élastique pour accrocher l'électrode au four. Trouvez d'abord le centre, puis descendez lentement et vissez doucement. Enfin, serrez le tout avec le cercle de fer.

Veuillez utiliser un pied à coulisse spécial pour serrer selon le couple spécifié. Il peut également être serré au couple spécifié par des moyens mécaniques ou des équipements hydrauliques ou pneumatiques.
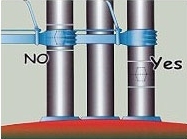
Veillez à serrer les pinces de l'électrode à l'intérieur des deux lignes d'avertissement blanches. Il est nécessaire de nettoyer fréquemment la surface de contact entre le support et l'électrode, afin de maintenir un bon contact avec l'électrode. Veillez à ce que la chemise d'eau de refroidissement de l'outil ne fuie pas.

Ne placez pas de matériaux isolants dans le four, afin de ne pas casser les électrodes. Dans le même temps, veillez à ce que le courant de travail de l'électrode soit conforme au courant admissible de l'électrode dans le manuel.