Вуглецево-дугове зварювання (CAW) не тільки має ефективні зварювальні можливості, але й забезпечує надійне рішення для з'єднання різних матеріалів завдяки своїм унікальним принципам і процесам зварювання. У наш час, з постійним розвитком науки і техніки, вуглецеве дугове зварювання все ширше використовується в промисловості. Чи то на виробничій лінії великого заводу, чи то в майстерні малого підприємства, вуглецеве дугове зварювання відіграє важливу роль.
Що таке вуглецеве дугове зварювання?
Вуглецеве дугове зварювання - це процес, в якому використовуються вугільний електрод створити високу температуру під дією дуги, щоб розплавити метал і здійснити зварювання. Як носій дуги, вугільний електрод забезпечує стабільне джерело енергії під час зварювання. Він використовує вугільний стрижень або графіт як електрод, високотемпературний стовп дуги, концентрацію тепла, що дозволяє ефективно здійснювати зварювання.

Принцип вугільно-дугового зварювання
Утворення дуги
Одношарове дугове зварювання під флюсом
Він полягає в утворенні дуги між вугільним електродом і припоєм. Коли електричний струм проходить через вугільний електрод, атоми вуглецю на поверхні електрода збуджуються. Утворюється потік заряджених частинок. Ці частинки під дією електричного поля рухаються до поверхні зварюваного з'єднання і стикаються з атомами металу на поверхні зварюваного з'єднання. В результаті цього виникає висока температура. Дуга при зварюванні одним вугільним електродом більш концентрована, розподіл тепла рівномірний. Вона підходить для зварювання невеликих швів або при високих вимогах до якості зварювання.
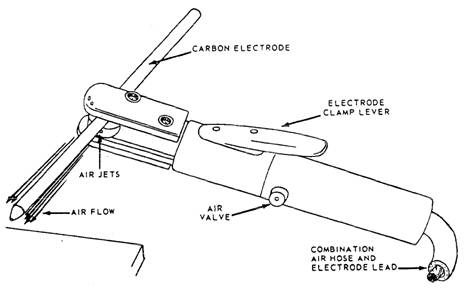
Подвійний вугільний пальник для дугового зварювання
Подвійний вугільний дуговий пальник використовує два вугільні електроди для одночасного формування дуги зі зварювальним швом. Дуга між двома електродами взаємодіє, утворюючи більш стабільну та потужну дугу. Зварювальний пальник для дугового зварювання з подвійним вугільним електродом забезпечує більшу вихідну потужність і швидкість зварювання. Він підходить для зварювання деталей більшого розміру або для робіт, що вимагають більшої ефективності зварювання. У пальнику з подвійною вугільно-дуговою дугою відстань і кут між двома електродами можна регулювати відповідно до потреб зварювання. Таким чином досягаються кращі результати зварювання.
Процес зварювання
Зварювальний процес вуглецевого дугового зварювання в основному складається з таких етапів.
Підготовка: Виберіть відповідний вугільний електрод і зварювальний шов, а також очистіть поверхню зварювального шва від забруднень і масла. Переконайтеся, що поверхня зварюваного виробу є гладкою для проведення зварювальних робіт.
Зварювання: Після електризації доторкніться вугільним електродом до зварюваного виробу і згенеруйте дугу. Контролюючи довжину і силу струму дуги, вона повинна розплавити поверхню зварювального шва і сформувати зварювальний шов. В процесі зварювання необхідно постійно регулювати положення і кут нахилу електрода, щоб забезпечити якість і форму зварного шва.
Процес зварювання: У процесі зварювання зверніть увагу на контроль швидкості та температури зварювання. Занадто висока швидкість зварювання може призвести до неповного зварного шва, а занадто низька - до зниження ефективності зварювання.
Обладнання та матеріали для вуглецево-дугового зварювання
Вуглецеве дугове зварювання потребує обладнання для постачання
Устаткування для вуглецево-дугового зварювання в основному включає в себе джерело живлення, вугільний електрод, зварювальне пристосування, захисний газ і так далі. Ці пристрої повинні відповідати робочим вимогам вуглецево-дугового зварювання, щоб забезпечити безперебійний хід зварювального процесу. Зварювальне джерело живлення забезпечує стабільний струм і напругу, а вугільний електрод є носієм дуги. Зварювальне пристосування використовується для утримання зварювальної деталі. А захисний газ відіграє захисну роль у процесі зварювання.
Зварювальний блок живлення
Зварювальне джерело живлення є одним з основних елементів обладнання для вуглецево-дугового зварювання. Воно забезпечує стабільний струм і напругу для забезпечення стабільності дуги. Найпоширеніші джерела живлення для зварювання включають живлення постійного та змінного струму. Блок живлення постійного струму має хорошу стабільність дуги та якість зварювання і підходить для зварювання товстих швів. Блок живлення змінного струму має більшу вихідну потужність і підходить для зварювання швів більшого розміру.
Матеріал електродів
Вугільний електрод є ключовим компонентом вугільно-дугового зварювання. Найпоширенішими матеріалами для вугільних електродів є графіт, вугільний стрижень тощо. Графітовий електрод має високу електропровідність і термічну стабільність, стабільно виділяє тепло під дією дуги. Вуглецевий стрижень має вищу міцність і твердість, що підходить для зварювання більш товстих швів. При виборі матеріалу електрода слід враховувати матеріал і вимоги до зварювання зварного з'єднання.
Захисний газ
Захисний газ відіграє важливу роль у процесі вуглецево-дугового зварювання. Він може захистити зварювальний шов від окислення та забруднення, а також підвищити якість зварювання. Найпоширенішими захисними газами є вуглекислий газ, аргон тощо. Вуглекислий газ має високу окислювальну здатність, що може запобігти утворенню пор у зварному шві. Аргон має кращий захисний ефект і підходить для зварювання більш тонких швів.
Процес вуглецевого дугового зварювання
Параметри зварювання
До параметрів зварювання належать зварювальний струм, напруга, швидкість зварювання, довжина дуги тощо. Ці параметри безпосередньо впливають на якість зварювання та ефективність зварювання. Струм визначає глибину проплавлення та ширину шва, а напруга впливає на стабільність дуги та формування шва. Правильно підібрана швидкість зварювання може забезпечити якість і ефективність зварювання. Наприклад, при зварюванні тонких листів струм зазвичай становить 50-100 А, напруга - 20-25 В, а швидкість зварювання - 30-50 см за хвилину.
Конструкція зварювального з'єднання
Конструкція зварного з'єднання є однією з важливих ланок процесу вуглецево-дугового зварювання. Конструкція зварного з'єднання повинна враховувати форму, розмір, положення зварювання та інші фактори. Найпоширеніші форми зварювальних з'єднань - стикові, кутові, нахлесточні тощо. Стикові з'єднання підходять для зварювання великих швів, а з'єднання внапуск - для зварювання менших швів. При проектуванні зварних з'єднань необхідно забезпечити міцність і герметичність з'єднань.
Навички зварювальних робіт
Навички зварювальних операцій є однією з ключових ланок процесу вуглецево-дугового зварювання. Необхідно контролювати кут нахилу електрода і спосіб транспортування електрода, щоб зварювальний шов був рівномірним і красивим. У той же час, зверніть увагу на питання безпеки в процесі зварювання, щоб уникнути нещасних випадків.
Контроль якості зварювання
Контроль якості зварного шва - одна з важливих ланок процесу вуглецево-дугового зварювання. Контроль якості зварювання включає контроль якості під час зварювання та перевірку якості після зварювання. Перед зварюванням перевірте чистоту поверхні та розмір канавок зварних швів. Контролюйте процес зварювання для забезпечення правильних параметрів. Після зварювання зварювальний шов перевіряється на зовнішній вигляд і внутрішню якість. Контролюючи якість зварювання, можна уникнути таких дефектів, як пори та тріщини.
Різниця між дуговим зварюванням вуглецем і дуговим зварюванням металів
Основна відмінність між ними полягає в електродах, методах захисту та застосуванні.
Вуглецеве дугове зварювання: Використовує вуглецеві стрижні як електроди і, як правило, не має спеціального захисного газу або захисту від шлаку, в основному завдяки захисту атмосфери дуги. Ви можете використовувати його в основному в деяких випадках, коли вимоги до якості зварних швів не дуже високі, або при зварюванні кольорових металів.
Дугове зварювання металу: Використовує металеві стрижні як електроди. По-друге, існують відмінності в методах захисту. Деякі залежать від шлакового захисту, утвореного покриттям електрода, а деякі - від зовнішнього захисного газу. Він більш широко використовується, наприклад, при зварюванні сталевих конструкцій та інших сценаріях, і дозволяє отримати високоякісні зварні шви.
Переваги та недоліки вуглецево-дугового зварювання
Переваги
Висока якість зварювання: Можна досягти високої якості зварювання, а міцність і герметичність зварного шва кращі.
Висока швидкість зварювання: Це може підвищити швидкість зварювання та ефективність виробництва.
Висока адаптивність: Може адаптуватися до різних зварювальних середовищ і вимог до зварювання.
Низька вартість: Устаткування для дугового зварювання вуглецем і витрати на матеріали є низькими, а економічні вигоди - високими.
Недоліки
Дим у процесі зварювання: Під час зварювання вуглецевою дугою утворюється дим, який має певний вплив на навколишнє середовище та здоров'я людини.
Шум у процесі зварювання: У процесі зварювання створюється шум, який має певний вплив на навколишнє середовище та здоров'я людини.
Випромінювання в процесі зварювання: Під час процесу зварювання буде випромінюватися радіація, що матиме певний вплив на здоров'я людини.
Застосування вуглецевого дугового зварювання
Металообробка
Вуглецеве дугове зварювання має широкий спектр застосування в галузі обробки металів. З його допомогою можна зварювати різні металеві матеріали, наприклад, сталь, алюміній, мідь і так далі. У процесі обробки металів вуглецеве дугове зварювання дозволяє досягти високої якості зварювання та підвищити ефективність виробництва.
Механічне обслуговування
Він також має важливе застосування в галузі механічного обслуговування. З його допомогою можна зварювати різні механічні деталі, такі як труби, клапани, фланцітощо. У процесі механічного обслуговування вуглецеве дугове зварювання дозволяє швидко відремонтувати пошкоджені деталі та підвищити ефективність технічного обслуговування.
Висновок
Вуглецево-дугове зварювання, як важлива технологія зварювання, має унікальні переваги та характеристики. Завдяки розумінню принципу, процесу, обладнання та матеріалів вуглецево-дугового зварювання можна краще зрозуміти принцип роботи та сферу застосування вуглецево-дугового зварювання. У практичному застосуванні якість і ефективність зварювання можна підвищити, повністю використовуючи його переваги.