Углекислотная дуговая сварка (CAW) не только обладает эффективными сварочными возможностями, но и обеспечивает надежное решение для соединения различных материалов благодаря уникальным принципам и процессам сварки. В настоящее время, с непрерывным прогрессом науки и техники, углекислотная дуговая сварка все шире используется в промышленности. Будь то на производственной линии крупного завода или в цеху небольшого предприятия, углеродная дуговая сварка играет важную роль.
Что такое углеродная дуговая сварка?
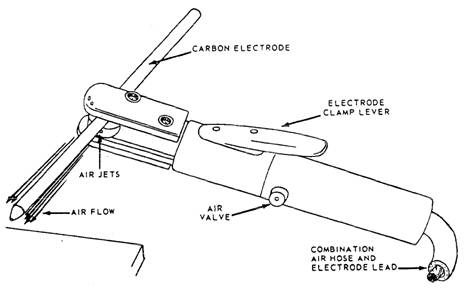
Углеродная дуговая сварка - это процесс, в котором используется угольный электрод для получения высокой температуры под действием дуги для расплавления металла и осуществления сварки. Как носитель дуги, угольный электрод обеспечивает стабильный источник энергии во время сварки. Он использует углеродный стержень или графит в качестве электрода, высокотемпературную дуговую колонку, концентрацию тепла, может эффективно осуществлять сварку.

Принцип сварки угольной дугой
Образование дуги
Сварка одинарной угольной дугой
Она означает образование дуги между отдельным угольным электродом и припоем. Когда через угольный электрод проходит электрический ток, атомы углерода на поверхности электрода возбуждаются. Образуется поток заряженных частиц. Под действием электрического поля эти частицы устремляются к поверхности сварного шва и сталкиваются с атомами металла на поверхности шва. Это приводит к высокой температуре. Дуга при односторонней углекислотной сварке более концентрированная, распределение тепла равномерное. Она подходит для небольших сварных швов или при высоких требованиях к качеству сварки.
Сварочная горелка для дуговой сварки с двойным углем
В двухдуговой горелке используются два угольных электрода для одновременного формирования дуги на сварном изделии. Дуга между двумя электродами взаимодействует, образуя более стабильную и мощную дугу. Горелка для сварки двойной угольной дугой обеспечивает большую мощность и скорость сварки. Она подходит для сварных деталей больших размеров или для работ, требующих более высокой эффективности сварки. В горелке со сдвоенной угольной дугой расстояние и угол между двумя электродами можно регулировать в зависимости от потребностей сварки. Таким образом, достигаются лучшие результаты сварки.
Процесс сварки
Процесс сварки углеродной дугой включает в себя следующие этапы.
Подготовка: Выберите подходящий угольный электрод и сварное изделие, очистите поверхность сварного изделия от загрязнений и масла. Убедитесь, что поверхность сварного шва гладкая для проведения сварочных работ.
Операция сварки: Соедините угольный электрод со сварной деталью и создайте дугу после электризации. Контролируя длину и силу тока дуги, необходимо расплавить поверхность сварного шва и сформировать сварной шов. В процессе сварки необходимо постоянно регулировать положение и угол наклона электрода, чтобы обеспечить качество и форму сварного шва.
Процесс сварки: В процессе сварки обращайте внимание на контроль скорости и температуры сварки. Слишком высокая скорость сварки может привести к неполному сварному шву, а слишком низкая - повлиять на эффективность сварки.
Оборудование и материалы для углекислотной дуговой сварки
Для углекислотной дуговой сварки необходимо оборудование в качестве поставки
Оборудование для углекислотной дуговой сварки в основном включает в себя источник питания, угольный электрод, приспособление для сварки, защитный газ и так далее. Эти устройства должны соответствовать рабочим требованиям углеродной дуговой сварки, чтобы обеспечить бесперебойное протекание сварочного процесса. Источник питания обеспечивает стабильный ток и напряжение, а угольный электрод является носителем дуги. Сварочное приспособление используется для удержания свариваемой детали. А защитный газ играет защитную роль в процессе сварки.
Источник питания для сварки
Сварочный источник питания является одним из основных видов оборудования для углекислотной дуговой сварки. Он обеспечивает стабильный ток и напряжение для обеспечения стабильности дуги. К распространенным источникам питания для сварки относятся источники постоянного и переменного тока. Источник питания постоянного тока имеет хорошую стабильность дуги и качество сварки и подходит для сварки более толстых швов. Источник питания переменного тока имеет более высокую выходную мощность и подходит для сварки швов больших размеров.
Материал электрода
Углеродный электрод является ключевым компонентом углеродной дуговой сварки. Обычно используются такие материалы, как графит, угольный стержень и т.д. Графитовый электрод обладает высокой электропроводностью и термической стабильностью, может стабильно выделять тепло под действием дуги. Угольный стержень имеет более высокую прочность и твердость, что подходит для сварки более толстых швов. При выборе материала электрода следует руководствоваться материалом и требованиями к сварке.
Защитный газ
Защитный газ играет важную роль в процессе углекислотной дуговой сварки. Он может защитить сварной шов от окисления и загрязнения и улучшить качество сварки. Распространенными защитными газами являются углекислый газ, аргон и т. д. Углекислый газ обладает высокой окислительной способностью, что позволяет предотвратить образование пор в сварном шве. Аргон обладает лучшим защитным эффектом и подходит для сварки более тонких швов.
Процесс сварки угольной дугой
Параметры сварки
Параметры сварки включают в себя сварочный ток, напряжение, скорость сварки, длину дуги и т.д. Эти параметры напрямую влияют на качество и эффективность сварки. Ток определяет глубину проплавления и ширину шва, а напряжение влияет на стабильность дуги и формирование шва. Правильная скорость сварки может обеспечить качество и эффективность сварки. Например, при сварке тонких листов ток обычно составляет 50-100 А, напряжение - 20-25 В, а скорость сварки - 30-50 см в минуту.
Конструкция сварочного соединения
Проектирование сварочного соединения является одним из важных звеньев процесса углекислотной дуговой сварки. При проектировании сварного соединения необходимо учитывать форму, размер, положение сварки и другие факторы. Распространенными формами сварочного соединения являются стыковое соединение, угловое соединение, соединение внахлестку и т.д. Стыковые соединения подходят для сварки больших швов, а филе-соединения - для сварки меньших швов. При проектировании сварных соединений необходимо обеспечить прочность и герметичность швов.
Навыки работы со сваркой
Умение работать со сваркой - одно из ключевых звеньев процесса углекислотной дуговой сварки. Необходимо контролировать угол наклона электрода и способ его транспортировки, чтобы сварной шов был равномерным и красивым. В то же время следует обращать внимание на вопросы безопасности в процессе сварки, чтобы избежать несчастных случаев.
Контроль качества сварки
Контроль качества сварки является одним из важных звеньев процесса углекислотной дуговой сварки. Контроль качества сварки включает в себя контроль качества во время сварки и контроль качества после сварки. Перед сваркой проверьте чистоту поверхности и размер канавок в сварных швах. Контролируйте процесс сварки для обеспечения правильных параметров. После сварки сварной шов проверяется на внешний вид и внутреннее качество. Контроль качества сварки позволяет избежать таких дефектов, как поры и трещины.
Разница между углеродной и металлической дуговой сваркой
Основное различие между ними заключается в электроде, способах защиты и областях применения.
Углеродная дуговая сварка: Использует угольные стержни в качестве электродов и, как правило, не имеет специальной защиты газом или шлаком, в основном за счет защиты дуги атмосферой. Ее можно использовать в основном в тех случаях, когда требования к качеству сварных швов не очень высоки, или при сварке цветных металлов.
Дуговая сварка металлов: В качестве электродов используются металлические стержни. Во-вторых, существуют различия в методах защиты. Некоторые зависят от шлаковой защиты, образуемой покрытием электрода, а некоторые полагаются на внешний защитный газ. Она более широко используется, например, для сварки стальных конструкций и других сценариев, и может получить высококачественные сварные швы.
Преимущества и недостатки углекислотной дуговой сварки
Преимущества
Высокое качество сварки: Он может достичь высокого качества сварки, а прочность и герметичность сварного шва лучше.
Быстрая скорость сварки: она позволяет увеличить скорость сварки и повысить эффективность производства.
Сильная адаптивность: Он может адаптироваться к различным условиям сварки и требованиям к сварке.
Низкая стоимость: Оборудование для углекислотной дуговой сварки и стоимость материалов невысоки, что обеспечивает большую экономическую выгоду.
Недостатки
Дым в процессе сварки: При углекислотной дуговой сварке в процессе сварки образуется дым, который оказывает определенное влияние на окружающую среду и здоровье человека.
Шум в процессе сварки: В процессе сварки он производит шум, что оказывает определенное влияние на окружающую среду и здоровье человека.
Излучение в процессе сварки: В процессе сварки он производит излучение, которое оказывает определенное влияние на здоровье человека.
Применение углекислотной дуговой сварки
Обработка металла
Углекислотная дуговая сварка имеет широкий спектр применения в области обработки металлов. С ее помощью можно сваривать различные металлические материалы, например сталь, алюминий, медь и так далее. В процессе обработки металла углеродная дуговая сварка позволяет добиться высокого качества сварки и повысить эффективность производства.
Механическое обслуживание
Он также находит широкое применение в области механического обслуживания. С его помощью можно сваривать различные механические детали, такие как трубы, клапаны, фланцы, и т.д. В процессе механического обслуживания углекислотная дуговая сварка позволяет быстро восстановить поврежденные детали и повысить эффективность обслуживания.
Заключение
Углеродная дуговая сварка, как важная технология сварки, обладает уникальными преимуществами и характеристиками. Благодаря пониманию принципа, процесса, оборудования и материалов углеродной дуговой сварки, можно лучше понять принцип работы и область применения углеродной дуговой сварки. В практическом применении качество и эффективность сварки могут быть улучшены за счет использования всех ее преимуществ.